Pulse Solenoid Valve Selection Guide
A dust collector is only as reliable as its cleaning system. And the cleaning system is only as effective as its pulse solenoid valve.
Yet, in most plants, this component gets less than two minutes of attention during procurement. Engineers copy the old valve’s port size, match the voltage, and move on. Then the bags start blinding early, compressed air consumption shoots up, diaphragms fail within months, and the maintenance team wonders what went wrong.
The pulse solenoid valve is not a commodity. It is a precision pneumatic component that controls a burst of compressed air powerful enough to dislodge accumulated dust from filter bags in milliseconds. Getting the selection wrong costs you in bag life, energy bills, downtime, and replacement parts.
This guide walks you through every specification that actually matters – so you can make an informed decision the first time.
1. What Is a Pulse Solenoid Valve?
A pulse solenoid valve is an electrically operated pneumatic valve designed to release a rapid, high-pressure burst of compressed air – typically lasting 50 to 150 milliseconds – into a filter bag or cartridge inside a dust collector.
The solenoid coil receives a signal from a timer or controller, energizes, opens the valve, and allows compressed air from a reservoir pipe to travel through the blow pipe and into the filter bag. This reverse pulse of air expands the bag and knocks off the accumulated dust cake into the hopper below.
It is a simple function. But the valve must perform it reliably, thousands of times per day, in conditions that include heat, humidity, vibration, and contaminated air supplies.
2. How Does a Pulse Jet Valve Work?
Most industrial pulse valves used in dust collection are pilot operated – meaning a small pilot solenoid controls the opening and closing of a larger main valve seat via air pressure.
Here is the sequence:
- The solenoid coil is energized by the sequential timer controller.
- The pilot valve opens, releasing air pressure from the diaphragm chamber.
- The pressure differential causes the diaphragm to lift off the main seat.
- Compressed air flows rapidly from the air reservoir through the valve outlet into the blow pipe.
- The solenoid de-energizes, pressure equalizes, and the diaphragm reseats – closing the valve.
The entire cycle happens in under 100 milliseconds. The speed and completeness of this action determine how effectively the filter bags are cleaned.
3. Why Valve Selection Matters More Than You Think
An undersized valve won’t generate enough airflow to properly clean the bags. Dust cake builds up, pressure drop across the filter increases, and the fan has to work harder to maintain airflow. Bag life shortens. Energy consumption climbs.
An oversized valve wastes compressed air and can physically damage the filter bags through excessive mechanical stress. Over time, this leads to bag failures and unplanned downtime.
The wrong diaphragm material in a high-temperature or chemically aggressive environment leads to premature failure – sometimes within weeks of installation.
These are not theoretical concerns. They show up in every plant that has run a dust collection system long enough.
4. Key Specifications to Check Before Buying
Port Size and Flow Coefficient (Cv)
The port size of a pulse valve is usually expressed in inches or millimeters – common sizes being 1″, 1.5″, 2″, 2.5″, and 3″. But port size alone does not tell you how much air the valve can pass.
The flow coefficient (Cv) is the more accurate measure. It represents the volume of water (in gallons per minute) that passes through the valve at a 1 PSI pressure differential. A higher CV means greater airflow capacity.
When selecting a pulse jet valve:
- Match the CV to the volume of air required to clean the bag compartment effectively.
- A valve with an insufficient Cv will underclean the bags, even if the pressure setting is correct.
- Always request the CV rating from your supplier – not just the port size.
Operating Pressure Range
Most dust collector pulse valves are rated for 3 to 7 bar (45 to 100 PSI) of compressed air pressure. But the actual operating pressure in your system depends on your compressor, air line losses, and reservoir capacity.
Check:
- Minimum operating pressure: Below this, the valve may not open fully.
- Maximum operating pressure: Exceeding this damages the diaphragm and valve body.
- Recommended operating pressure: Usually 5 to 6 bar for most fabric filter applications.
Consistently operating at the extremes of the pressure range is one of the leading causes of premature diaphragm failure.
Pulse Duration and Response Time
The pulse duration – how long the valve stays open – is set by the sequential timer controller, typically between 50 ms and 150 ms. However, the valve’s own mechanical response time affects how cleanly it opens and closes within that window.
A slow-opening valve wastes the first portion of every pulse building up pressure instead of delivering it. A valve that does not close crisply allows air to bleed through between pulses, wasting compressed air and reducing system efficiency.
When reviewing valve specifications, look for:
- Opening time: How fast the diaphragm lifts after solenoid energization.
- Closing time: How fast the diaphragm reseats after de-energization.
- Both should be well within the set pulse duration.
Voltage and Electrical Specifications
Pulse valves are available in AC and DC versions. Common voltages include:
| Voltage Type | Common Options |
| AC | 110V / 220V / 240V, 50Hz or 60Hz |
| DC | 12V / 24V |
DC solenoids offer more precise control and are preferred in PLC-controlled systems. AC solenoids are common in older timer-based setups.
Also check:
- Power consumption (Watts): Relevant when multiple valves operate simultaneously.
- Duty cycle rating: Most pulse valve solenoids are rated for intermittent duty, not continuous energization. Holding a pulse valve open for extended periods burns out the coil.
- Ingress Protection (IP) rating of the solenoid coil housing.
Diaphragm Material
The diaphragm is the only moving part that controls airflow in a pilot operated valve. It flexes hundreds of thousands of times over its service life. Material selection is critical.
Match the diaphragm material to the temperature and chemical nature of the dust and any contaminants in the compressed air supply.
Body Material and Construction
The valve body material affects:
- Corrosion resistance
- Weight and handling
- Suitability for outdoor or aggressive indoor environments
Common body materials:
| Body Material | Application |
| Aluminium alloy | Standard industrial use, lightweight, good thermal dissipation |
| Cast iron | Heavy-duty applications, higher mechanical strength |
| Stainless steel | Pharmaceutical, food processing, high-humidity, corrosive environments |
Inspect the construction quality – particularly the machined seating surfaces. Poorly finished seats cause the diaphragm to seat unevenly, leading to slow leakage and incomplete pulse delivery.
IP Rating and Environmental Suitability
The solenoid coil enclosure’s IP rating tells you how well it is protected against dust and moisture ingress.
- IP54: Dust protected, splash resistant. Adequate for most indoor industrial environments.
- IP65: Dust tight, water jet resistant. Suitable for outdoor or washdown areas.
- IP67/IP68: Fully dust tight, suitable for temporary or continuous immersion.
If your dust collector is installed outdoors, in a humid environment, or in a washdown zone (food processing, pharma), do not compromise on IP rating.
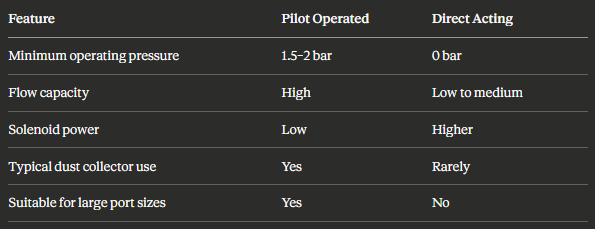
5. Pilot Operated vs. Direct Acting: Which One Do You Need?
This is one of the most commonly confused decisions in pulse valve selection.
Pilot operated valves use compressed air to assist in opening the main valve. They require a minimum upstream pressure (typically 1.5 to 2 bar) to function and cannot operate at very low pressures. However, they offer higher flow rates relative to their solenoid coil size, consume less electrical power, and are the industry standard for dust collector pulse jet cleaning.
Direct acting valves use the solenoid force alone to open the valve without requiring pilot air pressure. They can operate at very low pressures (down to 0 bar) and are more suitable for small-diameter, low-flow applications.
For bag filter dust collection systems, pilot operated pulse valves are almost universally the correct choice. They deliver the sharp, high-volume air burst needed to clean filter media effectively, and they do so with consistent performance over a long service life.
6. Sizing the Valve for Your Dust Collector
There is no universal rule for selecting pulse valve size – it depends on your specific system. But these parameters define your starting point:
Number of filter bags per row: Each valve services one row of bags. The total volume of those bags determines how much air you need per pulse.
Bag dimensions: Longer, larger-diameter bags require more air volume per pulse to clean effectively.
Air-to-cloth ratio: Systems operating at higher air-to-cloth ratios accumulate dust faster and may need more frequent, higher-energy pulses.
Blow pipe design: The blow pipe diameter and number of nozzles affect pressure delivery at each bag. A correctly sized valve paired with a poorly designed blow pipe will still underperform.
Compressed air reservoir (header pipe) volume: An undersized reservoir cannot replenish quickly enough between pulses, leading to pressure drop and ineffective cleaning.
A proper sizing exercise involves calculating the required CV, cross-referencing it with available valve sizes, and validating that your air supply can support the pulse interval and simultaneous valve operation (if any).
When in doubt, consult the valve manufacturer. A reputable pulse valve manufacturer will size the valve for your specific dust collector configuration rather than selling you a standard size and hoping for the best.
7. Common Industrial Applications
Pulse solenoid valves and dust collector pulse valves are used across a wide range of industries:
Cement Plants: High dust loads from raw material grinding, clinker coolers, and packaging lines. Valves must handle abrasive dust and operate continuously in elevated temperatures.
Steel and Foundries: Metallic dust, fumes, and fine particulates from arc furnaces, shot blasting, and grinding operations. High temperatures and moisture are common challenges.
Pharmaceuticals: Strict hygiene requirements mean stainless steel bodies and PTFE-coated diaphragms. Pulse jet cleaning must be thorough to prevent cross-contamination between batches.
Power Plants: Fly ash and coal dust in baghouse filters require reliable, continuous valve operation. Valve failure here can trigger regulatory non-compliance.
Food Processing: Grain dust, flour, sugar – all combustible. Valves must operate reliably in potentially explosive atmospheres (ATEX considerations apply).
Chemical Plants: Corrosive dust and high humidity environments demand specialized body materials and diaphragm compounds.
Mining: Abrasive silica and mineral dusts, remote locations with limited maintenance access. Durability and long service intervals are the priority.
Woodworking: Fine wood dust in high volumes. Pulse frequency tends to be high, making diaphragm longevity critical.
8. Mistakes Engineers Make When Selecting Pulse Valves
Selecting by port size alone: Port size is just the pipe connection dimension. Cv determines actual performance.
Ignoring diaphragm material: A standard NBR diaphragm in a 130°C environment will fail within months. Always verify temperature and chemical compatibility.
Mismatching voltage: Installing a 110V solenoid on a 220V circuit destroys the coil instantly. A 220V coil on a 110V supply won’t open fully and will overheat.
Buying on price alone: Cheaper valves with lower-quality diaphragm compounds and less precise machining fail faster. The cost of unplanned downtime and maintenance always exceeds the savings on the valve.
Not checking the compressed air quality: Wet, oily, or contaminated compressed air damages diaphragms and pilot orifices quickly. Check your air treatment setup before blaming the valve.
Using the wrong timer settings: Pulse duration and interval settings affect both cleaning performance and valve longevity. A pulse that is too long wastes air and stresses the diaphragm. A pulse interval that is too short doesn’t allow bags to re-settle dust properly.
Mixing valve brands on the same manifold: Different brands often have different Cv values and response times. Mixing them on the same manifold creates inconsistent cleaning across bag rows.
9. Maintenance Best Practices to Extend Valve Life
Inspect diaphragms on a scheduled basis. Most manufacturers recommend inspection every 12 months under normal conditions, more frequently in aggressive environments. Replace diaphragms before they fail rather than after.
Check solenoid coil resistance. A coil reading significantly outside its rated resistance is deteriorating. Replace it before it fails.
Clean pilot orifices regularly. The small pilot orifice that controls diaphragm movement can clog with oil, mineral deposits, or debris from contaminated compressed air. A clogged pilot orifice causes sluggish valve response or complete failure to open.
Verify compressed air quality. Install a proper air dryer and coalescing filter upstream. Water and oil in the air supply are the leading causes of premature diaphragm failure.
Check for slow air leaks. Listen for continuous hissing at valve outlets during off-pulse periods. This indicates diaphragm damage or debris on the seating surface.
Log pulse intervals and cleaning cycles. If bags are blinding faster than before, or if differential pressure is rising despite normal cleaning cycles, check the valves before assuming the bags are the problem.
Keep spare diaphragm kits on hand. The diaphragm is the only wear part in most pulse valves. Having spares means a valve failure is a 15-minute repair, not a day of downtime.
10. Industry Best Practices at a Glance
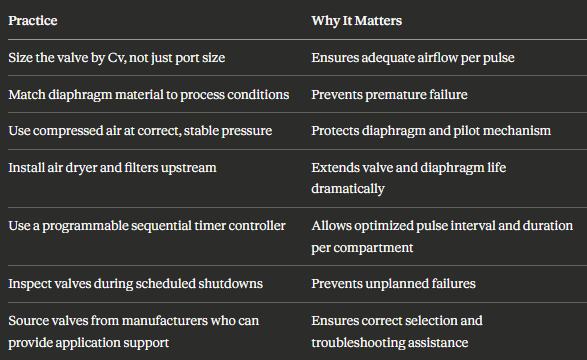
11. Frequently Asked Questions
Q1: What is the difference between a pulse solenoid valve and a regular solenoid valve?
A regular solenoid valve is designed for continuous or modulated flow control. A pulse solenoid valve is engineered specifically to deliver a rapid, high-volume, short-duration burst of air. Its internal geometry, diaphragm design, and pilot mechanism are optimized for this specific duty. Standard solenoid valves cannot replicate the sharp pulse response needed for effective bag filter cleaning.
Q2: How long should a pulse valve last?
A well-selected pulse valve in a correctly maintained system, with clean compressed air and appropriate operating pressure, can last 5 to 10 years or more. The diaphragm – as the primary wear component – typically needs replacement every 1 to 3 years depending on pulse frequency and environmental conditions. Valves operating in high-temperature or chemically aggressive environments may need more frequent diaphragm changes.
Q3: What causes a pulse valve to not open?
The most common causes are: a failed solenoid coil (check resistance with a multimeter), a clogged pilot orifice (usually from oil or moisture in the air supply), insufficient upstream air pressure, or a torn diaphragm. Start with the solenoid coil, then inspect the pilot orifice, and verify air pressure before disassembling the main valve body.
Q4: What causes a pulse valve to stay open or leak continuously?
A valve that stays open or leaks after de-energization usually has a damaged diaphragm or debris on the main seating surface. Even a small piece of pipe scale or a worn diaphragm edge can prevent complete seating. Remove the valve, inspect the diaphragm and seating surface, and clean or replace as needed.
Q5: Can I use any pulse valve brand as a replacement for an existing one?
Not without verification. Different brands may have different CV values, body dimensions, port locations, and flange configurations. A direct replacement should match the original valve’s Cv, port size, pressure rating, voltage, and physical dimensions. When in doubt, contact the valve manufacturer with the original valve’s specifications to confirm compatibility.
Q6: What is the correct compressed air pressure for operating pulse valves in dust collectors?
Most dust collector pulse valves are designed for an operating range of 4 to 6 bar (60 to 90 PSI), with 5 to 5.5 bar being the typical sweet spot for fabric filter systems. Consult the valve manufacturer’s datasheet and the dust collector OEM’s recommendation for your specific system. Operating consistently below 4 bar reduces cleaning effectiveness; consistently above 6 bar accelerates diaphragm wear.
Q7: What is a sequential timer controller, and do I need one?
A sequential timer controller is the electrical control unit that sends timed electrical pulses to each pulse valve in sequence, one row of bags at a time. It controls both the pulse duration (how long each valve opens) and the pulse interval (time between pulses on the same row). You need one to properly operate a pulse jet cleaning system. Modern programmable controllers allow you to optimize cleaning cycles for your specific dust load and bag configuration, which can significantly reduce compressed air consumption and extend bag life.
Q8: How do I know if my pulse valves are working correctly?
The most reliable indicator is differential pressure across the filter. If differential pressure is stable within normal range and the system is maintaining design airflow, the valves are cleaning effectively. Other checks: listen for sharp, crisp pulse sounds (not muffled or gradual); verify pulse duration with a timer or PLC data; inspect bags during a planned shutdown for consistent, even dust cake patterns across all rows (uneven patterns suggest some valves are underperforming).
12. Conclusion
Selecting the right pulse solenoid valve is not complicated – but it requires looking beyond the basic specifications that appear on most datasheets. Port size and voltage are just the starting point. The CV value, diaphragm material, operating pressure range, response time, and body construction together determine whether your dust collector cleans effectively, uses compressed air efficiently, and runs without unplanned downtime.
The best selection process combines the right technical data with application-specific knowledge. If you are replacing valves in an existing system, match the original specifications and resolve the root cause of premature failure. If you are designing a new system, size the valves for the bags you are cleaning – not the manifold fitting you have in stock.
Engineers who take the time to get this selection right save their plants far more money over the equipment lifecycle than the cost difference between a well-specified valve and an off-the-shelf one.
Ready to Select the Right Pulse Valve for Your System?
Maniks has been manufacturing reverse jet pulse valves, diaphragms, sequential timer controllers, and dust collector spare parts for over 47 years. Our engineering team works with plant engineers and maintenance teams across cement, steel, pharma, power, and process industries to identify the correct valve for every application.
Reach out to our technical team, whether you are upgrading an existing dust collection system, replacing failed components, or sourcing valves for a new installation – we can help you get the specification right the first time.