Sequential Timer Controller: How to Pick the Right One
If you’ve ever walked past a dust collector where half the bags are caked in dust and the other half look brand new, there’s a good chance the problem isn’t the filter media. It’s the sequential timer controller – either it’s undersized for the valve count, or it was never matched to the system in the first place. A sequential timer controller is the component that tells each pulse valve on your dust collector when to fire and for how long. Get the sizing wrong, and you end up with uneven cleaning, wasted compressed air, premature bag wear, or a controller that simply can’t keep up once you add more valves down the line.
This guide walks through exactly how to match a sequential controller to your valve count, what specifications actually matter, and where plant engineers commonly go wrong.
What Is a Sequential Timer Controller?
A sequential timer controller is an industrial automation device that energizes a series of solenoid-operated pulse valves in a fixed, repeating order – one valve ON for a set duration, then OFF, before the next valve fires. This is the backbone of reverse pulse-jet cleaning in baghouse and cartridge dust collectors.
Instead of firing every valve at once (which would crash your compressed air system), the sequential timer staggers the pulses so each row of bags gets cleaned in turn, using only as much compressed air as your plant can supply at any given moment.
The same logic applies outside dust collection too – a sequence controller for burner ignition systems, boiler purge sequences, and multi-unit HVAC staging all use the identical ON/OFF/next-step principle, just tuned to a different process.
Why Valve Count Is the First Number You Need
Every sequential controller has a fixed number of output steps – commonly 2 to 10 on a standard solid-state unit, with higher-step and modular options available for larger systems. This step count is non-negotiable once installed, so it has to match (or exceed) your actual pulse valve count from day one.
Here’s the practical breakdown:
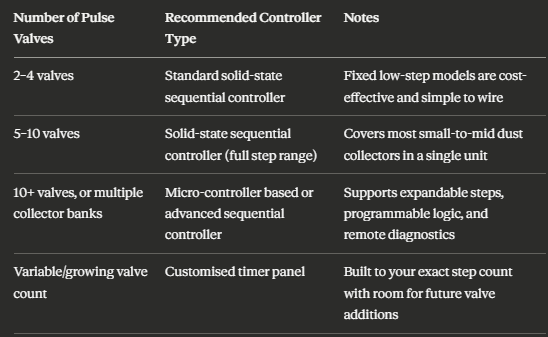
If your plant is likely to expand – adding a second collector bank, upgrading filtration capacity, or retrofitting an older system – it’s worth sizing one or two steps above your current valve count rather than buying a controller that’s maxed out on day one.
Beyond Valve Count: What Else to Check Before Buying
Valve count gets you to the right category of controller, but a few other specs decide whether it’ll actually hold up in your plant.
Supply Voltage and Current Rating
Confirm your controller matches your plant’s electrical supply – commonly 230VAC, 110VAC, or 24VDC – and check the inrush versus constant current rating per step. Solenoid valves draw a brief inrush current when energizing, and an undersized controller will trip or degrade under repeated cycling.
Pulse ON/OFF Timing Range
Look for independently adjustable ON time (pulse duration) and OFF time (interval between valves). Dusty, high-load applications typically need shorter intervals for more frequent cleaning; lighter dust loads can run longer intervals to save compressed air.
Operation Mode
Two modes matter most in real plant use:
- Automatic reset – the sequence restarts from valve one after a power interruption, so you’re not left mid-cycle.
- Remote control mode – lets a centralized control room start or pause the sequence via a potential-free contact, useful when the dust collector is tied into a larger plant automation system.
Enclosure Rating
A controller mounted near a cement kiln or a chemical reactor faces very different conditions than one in a clean HVAC plant room. Flameproof enclosures are essential for hazardous zones in oil, gas, and chemical processing, while IP65/IP55 weatherproof housings suit outdoor-mounted dust collectors. FRP and stainless-steel options add corrosion resistance in humid or chemically aggressive environments.
Common Industrial Applications
- Baghouse and cartridge dust collectors – the most common use case, cleaning filter bags in cement, steel, foundry, and mineral processing plants
- Reverse pulse-jet cleaning systems – general industrial filtration across chemical, pharmaceutical, and food processing lines
- Sequence controller for burner and boiler automation – staged ignition and purge sequencing
- AC sequence controller for AHUs and HVAC systems – sequential staging of compressors or air handling units to reduce peak electrical load
Maintenance Tips for Longer Service Life
A sequential timer controller is largely maintenance-free by design, but a few habits extend its working life:
- Check LED status indicators regularly. A valve step that isn’t lighting up during its cycle usually points to a wiring fault or a failed solenoid coil, not the controller itself.
- Inspect terminal connections during shutdowns. Vibration in cement and mining plants can loosen terminal screws over time.
- Verify timing settings after any process change. If dust load or air pressure changes, ON/OFF timing may need rebalancing to avoid over-cleaning (wasted air) or under-cleaning (bag blinding).
- Keep enclosure seals intact. Especially for IP65 and flameproof units – a damaged gasket defeats the protection rating even if the electronics inside are fine.
Common Mistakes to Avoid
- Buying strictly for today’s valve count. Plants rarely shrink; they expand. A controller with zero spare steps forces a full replacement at the next upgrade.
- Ignoring current rating under real inrush load. A controller rated for constant current alone may underperform once valves start cycling continuously.
- Skipping enclosure matching. Installing a standard enclosure in a hazardous zone is a safety and compliance issue, not just a durability one.
- Assuming sequence controller price is the only differentiator. A lower sequence controller price often means fewer steps, no remote control terminals, or a lighter-duty enclosure – costs that show up later as downtime.
- Leaving timing at factory default. Default ON/OFF intervals are a starting point, not a final setting; they should be tuned to your actual dust load.
Industry Best Practices
- Size the controller to valve count plus a buffer, not valve count exactly.
- Match enclosure rating to the installation environment, not just the electrical spec.
- Use remote control mode wherever the dust collector is part of a larger automated plant, so operators aren’t manually cycling equipment on-site.
- Document your ON/OFF timing settings so they can be replicated after maintenance or controller replacement.
- Standardize on one controller platform across similar equipment where possible – it simplifies spares inventory and technician training.
Frequently Asked Questions
1. What is a sequential timer controller used for? It’s used to automatically energize multiple pulse valves in a fixed time sequence, most commonly to control reverse pulse-jet cleaning in dust collector systems, and also in burner, boiler, and HVAC staging applications.
2. How many valves can one sequential controller handle? Standard solid-state units typically support 2 to 10 output steps. Systems with more valves, or multiple collector banks, generally need a micro-controller based or customised timer panel with expandable steps.
3. What’s the difference between a sequential controller and a sequence controller? None – these terms are used interchangeably in the industry to describe the same device that manages timed valve or relay sequences.
4. Can a sequence controller be used for burners and boilers? Yes. A sequence controller for burner and boiler systems manages staged ignition and purge sequencing, using the same ON/OFF/next-step logic as a dust collector controller.
5. Does a sequential timer controller support remote operation? Most industrial-grade units include potential-free terminals that allow the sequence to be started or paused remotely from a central control panel.
6. What determines sequence controller price? Price scales with the number of output steps, enclosure type (standard vs. flameproof or IP65), timing flexibility, and whether remote control or programmable logic is included.
7. What enclosure should I choose for a hazardous area? Flameproof junction boxes are required for oil, gas, and chemical processing environments where explosive atmospheres are a risk. IP65/IP55 or FRP/stainless-steel enclosures suit outdoor or corrosive but non-hazardous locations.
8. What happens if the controller is undersized for the valve count? Some valves won’t be included in the cleaning cycle at all, leading to uneven filter cleaning, localized bag blinding, and reduced dust collector efficiency over time.
Getting the Right Fit for Your System
Matching a sequential timer controller to your valve count isn’t guesswork – it comes down to counting your valves accurately, planning for reasonable future expansion, and confirming voltage, timing range, and enclosure rating against your actual plant conditions.
If you’re not sure which configuration fits your dust collector, burner sequencing, or HVAC staging setup, Maniks‘ engineering team can review your valve count and operating conditions and recommend a controller that fits – not just for today, but for where your system is headed.
Explore the full range of solid-state and advanced sequential controllers, or request a technical consultation.