Diaphragm Valves for Dust Collection: India-Made Benefits
If you run a dust collection system, you already know the diaphragm valve is one of the hardest-working components in the entire setup. It fires thousands of times a day, and when it fails, filter bags clog, pressure drop climbs, and production slows down. Choosing the right diaphragm valve and the right diaphragm valve manufacturer, decides whether your system runs smoothly for years or gives you constant headaches.
This guide explains what diaphragm valves do, why Indian-made valves have become the preferred choice for plants across cement, steel, foundry, pharma, and power sectors, and how to choose the right one for your dust collector.
What Is a Diaphragm Valve in a Dust Collection System?
A diaphragm valve is a compressed-air-actuated valve used in reverse pulse jet dust collectors to release short, high-pressure air bursts into filter bags. This burst dislodges accumulated dust cake from the bag surface, keeping filtration efficient and pressure drop within limits.
Diaphragm valves are typically mounted on a tank or header (commonly called a tank-mounted pulse valve), connected to a solenoid pilot valve and controlled by a sequential timer controller. Every pulse jet dust collector depends on this valve firing correctly, thousands of times a day, without leaking or sticking.
How Does a Diaphragm Valve Work?
When the sequential timer controller sends a signal, the solenoid pilot valve opens briefly and releases pressure above the diaphragm. This pressure imbalance lifts the diaphragm off its seat, allowing compressed air stored in the tank to rush through the valve outlet and into the blow pipe, then into the filter bags.
Once the pilot signal stops, the diaphragm reseats almost instantly, sealing the tank again. This entire cycle happens in a fraction of a second. A worn or poor-quality diaphragm delays this reseating, which wastes compressed air and reduces cleaning force on the bags.
Why Diaphragm Valve Quality Matters More Than You Think
Plant engineers often treat the diaphragm valve as a small, replaceable part. In practice, it directly controls three things that affect your entire operation:
Filtration efficiency: A weak or delayed pulse means filter bags don’t clean properly, dust cake builds up, and pressure drop rises across the bag filter.
Compressed air consumption: A diaphragm that doesn’t seal tightly leaks air continuously, which increases compressor load and electricity costs.
Unplanned downtime: When a diaphragm valve fails mid-shift, maintenance teams often have to stop the collector, isolate the tank, and replace the part under time pressure.
This is why the material quality of the diaphragm, the precision of the valve body, and the manufacturer’s quality control matter far more than the price tag on the box.
Indian-Made vs Imported Diaphragm Valves: A Practical Comparison
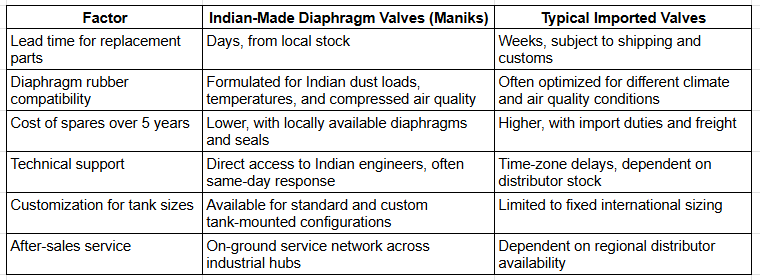
This comparison isn’t about dismissing imported valves outright – some are engineered well. But for plants that need fast turnaround, local technical support, and diaphragms built for Indian operating conditions, domestically manufactured valves consistently reduce total cost of ownership.
Key Benefits of Indian-Made Diaphragm Valves
Built for local operating conditions. Indian dust collection systems often deal with higher ambient temperatures, variable compressed air quality, and heavier dust loads than European or American plants. Diaphragm valves manufactured in India account for these realities in their rubber compound selection and valve body tolerances.
Faster access to spares. When a diaphragm valve fails at 2 AM in a cement plant, waiting three weeks for an imported replacement isn’t an option. A diaphragm valve supplier based in India can typically dispatch replacement diaphragms or full valve assemblies within days.
Lower total cost of ownership. Even when the upfront price looks similar, imported valves often cost more once you factor in customs duties, freight, and the cost of extended downtime while waiting for parts.
Engineering support that understands your system. Working with a diaphragm valves manufacturer that has decades of experience in Indian industrial environments means you get practical advice – not just a product catalog.
Consistent quality control. Established Indian manufacturers with decades in the industry run their own diaphragm compounding and valve machining in-house, which means tighter tolerances and more predictable valve life.
Better compressed air efficiency. A well-sealed diaphragm valve reduces air leakage, which directly cuts compressor running hours and energy costs – a benefit that compounds across a plant running multiple dust collectors.
Common Industrial Applications
Diaphragm valves and tank-mounted pulse valves are used wherever reverse pulse jet dust collectors operate:
- Cement plants: clinker cooler vents, raw mill bag filters, and packing plant dust collectors
- Steel and foundries: furnace fume extraction and sand reclamation dust collection
- Pharmaceutical manufacturing: powder handling and tablet coating dust extraction
- Power plants: coal handling plants and ash handling systems
- Food processing: flour mills, spice processing, and grain handling dust collectors
- Chemical plants: powder and granule handling with corrosive dust considerations
- Textile mills: fiber and lint collection systems
- Woodworking: sawdust and wood chip collection in bag filters and cyclone separators
- Mining and mineral processing: crusher house and conveyor transfer point dust control
Each of these applications puts different stress on the diaphragm valve – corrosive dust, high temperature, or continuous heavy-duty cycling – which is why valve selection should always account for the specific operating environment.
How to Choose the Right Diaphragm Valve
Selecting a high performance diaphragm valve isn’t just about matching pipe size. Consider these factors:
Tank or header connection type. Confirm whether you need a tank-mounted pulse valve, a pipe-away valve, or a threaded connection style that matches your existing dust collector.
Diaphragm material. Nitrile (NBR) works well for general dust applications, while silicone or Viton diaphragms suit higher temperature or chemically aggressive environments.
Operating pressure range. Match the valve’s rated pressure to your compressed air system – most reverse jet systems operate between 4 and 7 bar.
Response time. Faster-opening, faster-reseating valves clean bags more effectively and waste less compressed air per pulse.
Compatibility with your timer controller. Ensure the solenoid pilot valve voltage and connection type match your existing sequential timer controller.
Manufacturer track record. A diaphragm valve manufacturer in India with decades of field experience across multiple industries is more likely to have already solved the specific problem your plant is facing.
Maintenance Tips for Longer Valve Life
Regular preventive maintenance extends diaphragm valve life significantly and prevents unplanned dust collector shutdowns.
- Inspect diaphragms every 6–12 months, or sooner in high-cycle applications, for cracking, hardening, or swelling
- Check compressed air quality – moisture and oil contamination degrade diaphragm rubber faster
- Verify pilot valve solenoids are firing at the correct interval through the timer controller
- Listen for continuous air leakage at the valve outlet, which usually signals a worn diaphragm or damaged seat
- Keep spare diaphragms and seal kits on hand for critical dust collectors to avoid production stoppages
- Torque valve body bolts to manufacturer specification during reassembly to prevent air leaks
Common Mistakes to Avoid
Using the wrong diaphragm material for the application. Standard NBR diaphragms degrade quickly in high-temperature or chemically aggressive dust streams.
Ignoring compressed air quality. Moisture and oil carryover in the compressed air line is one of the leading causes of premature diaphragm failure.
Delaying diaphragm replacement until failure. Reactive replacement leads to unplanned downtime; scheduled replacement based on cycle count or inspection is far more cost-effective.
Mismatching valve size to tank volume. An undersized or oversized valve affects pulse pressure and cleaning efficiency across the bag filter bank.
Buying on price alone. The cheapest valve often costs more over time through higher air consumption, shorter service life, and more frequent replacement.
Industry Best Practices
- Standardize on one diaphragm valve manufacturer across your plant where possible, to simplify spares inventory and maintenance training
- Log valve replacement dates and cycle counts to build a predictive maintenance schedule
- Pair diaphragm valves with a well-calibrated sequential timer controller to avoid unnecessary firing and premature wear
- Work with a diaphragm valve supplier that offers technical support for retrofitting older dust collectors, not just new installations
- Review compressed air dryer and filter performance annually, since air quality has a direct impact on valve and diaphragm life
Frequently Asked Questions
1. What is a diaphragm valve used for in a dust collector? A diaphragm valve controls the release of compressed air pulses that clean dust off filter bags in a reverse pulse jet dust collection system, maintaining filtration efficiency and controlling pressure drop.
2. How long does a diaphragm valve typically last? Service life varies with cycle frequency, compressed air quality, and dust type, but well-maintained diaphragm valves from a reputable manufacturer typically last several years before the diaphragm needs replacement.
3. What is the difference between a diaphragm valve and a pulse valve? “Pulse valve” is the general term for the device that fires compressed air pulses; a diaphragm valve is the most common type of pulse valve, using a flexible diaphragm to open and close the air path.
4. Can I replace just the diaphragm instead of the whole valve? Yes, in most designs the diaphragm and seal kit can be replaced separately from the valve body, which is more cost-effective than replacing the entire valve assembly.
5. Why do Indian-made diaphragm valves suit Indian dust collection systems better? They’re engineered for local compressed air quality, temperature ranges, and dust loads, and come with faster access to spares and technical support compared to imported alternatives.
6. What causes a diaphragm valve to leak air continuously? Continuous leakage is usually caused by a worn or cracked diaphragm, debris on the valve seat, or a damaged pilot valve that isn’t fully closing.
7. How do I choose the right diaphragm valve size for my dust collector? Match the valve to your tank connection type, required flow rate, operating pressure, and the number of filter bags per pulse to ensure adequate cleaning pressure reaches every bag.
8. Are tank-mounted pulse valves different from standard diaphragm valves? A tank-mounted pulse valve is a diaphragm valve specifically designed to mount directly onto a compressed air tank or header, commonly used in reverse jet bag filter systems.
Conclusion
Diaphragm valves may be a small part of your dust collection system, but their performance affects filtration efficiency, compressed air costs, and equipment uptime across your entire plant. Choosing diaphragm valves built for Indian operating conditions, backed by a manufacturer with real field experience, is one of the most practical decisions a maintenance or purchase engineer can make.
With over 47 years of experience manufacturing dust collection components for cement, steel, pharmaceutical, power, and processing industries, Maniks understands what Indian plants need from their diaphragm valves – reliability, fast spares availability, and engineering support that solves real problems.
Explore Maniks’ range of tank-mounted diaphragm valves and pulse valve solutions, or get in touch with our team for technical guidance on selecting the right valve for your dust collector.